
Here at Avanceon, we’ve been developing solutions for our customers for a long time. And in the process, we’ve run into – and solved – many “interesting” technical challenges. We’ll share some of the more generally applicable ones on this page: after all, if we already have a solution, why should you have to develop your own?
Configuring Systems RS Emulator to run on a separate remote server
Full Info
Issue:
Improving performance of a development environment when using Rockwell Studio 5000 Emulator and a separate computer for development.
When developing and testing a large system in a virtual environment, performance can be improved by running the emulator on a separate VM from the programming software.
Performance improvement is sometimes complicated by a lack of Ethernet support in the emulator environment when configured in RSLinx as a virtual bus. In this case, we needed to use RSLinx on the same virtual machine (VM) that hosted a WonderWare application server and its OPC client. This would also apply to using RSLinx on a separate computer to bring various hardware related industrial protocols that could be used in a virtualized environment into RSLinx, but that had no access to that hardware. For example, DH+ using PCMK cards. This is accomplished by using RSLinx configured as a gateway between two PCs / VMs.
In this case, we used:
• Rockwell Studio 5000 Emulator (on PC1)
• RSLinx Classic Gateway 3.70.00 (on PC1 and PC2)
• RSLogix 5000 – (on PC2)
Other software supported was:
• WW System Platform OPC (on PC2)
Solution:
Use RSLinx as a Gateway between two computers to avoid developing on the computer running the PLC emulator. It is critical to update RSLinx to a current version due to EDS file incompatibilities between the emulators and RSLinx.
From the RSLinx Classic Gateway menus choose: Communications/Configure Gateway as in Figure 1, below.

Figure 1:RSLinx Classic Gateway Menu
Restart RSLinx after configuring it to act as a gateway (don’t just close it), as in Figure 2.
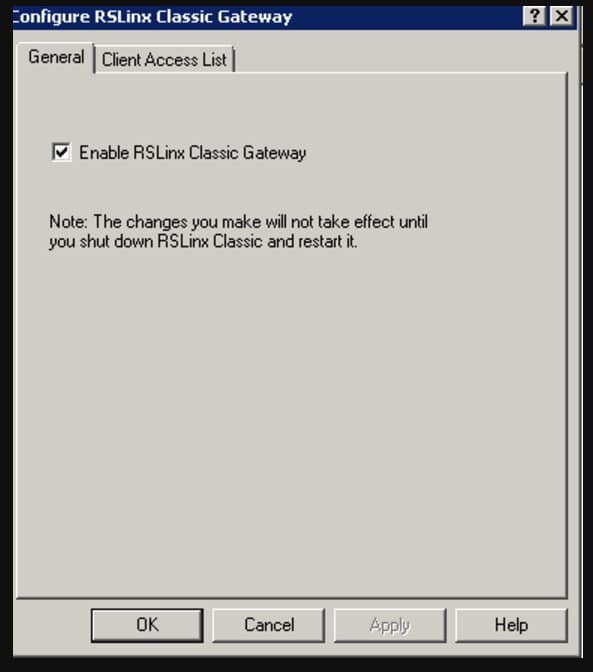
Figure 2. Enable Gateway
You should have already installed the Virtual Backplane adapter for the emulator, as represented in Figure 3. If not, look at the help in the emulator for configuring RSLinx.
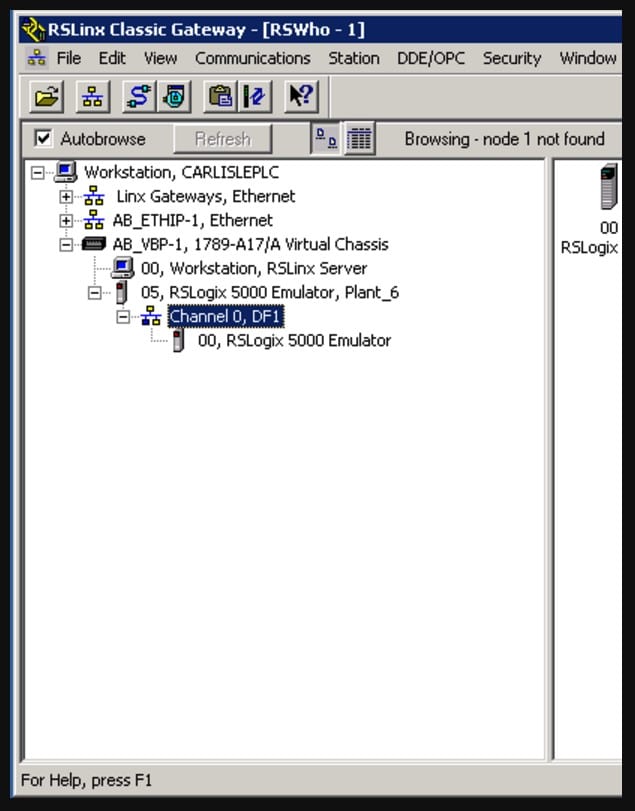
Figure 3. Virtual Backplane Adapter
The second PC should display a screen similar to the following:
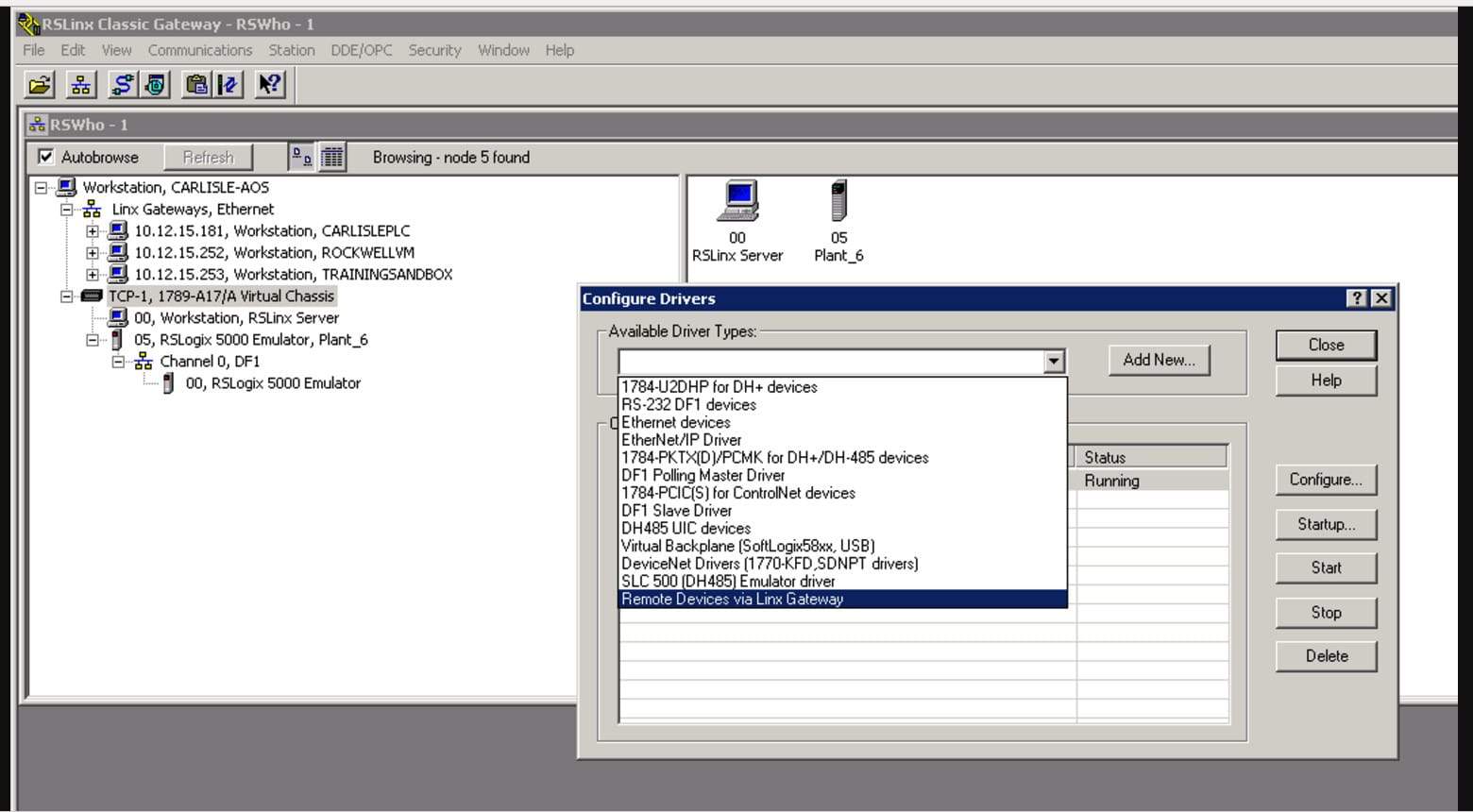
Figure 4.2nd PC Display
You should be able to browse for the first PC and see it by computer name. The configured driver should appear in the remote driver name, as in Figure 5.
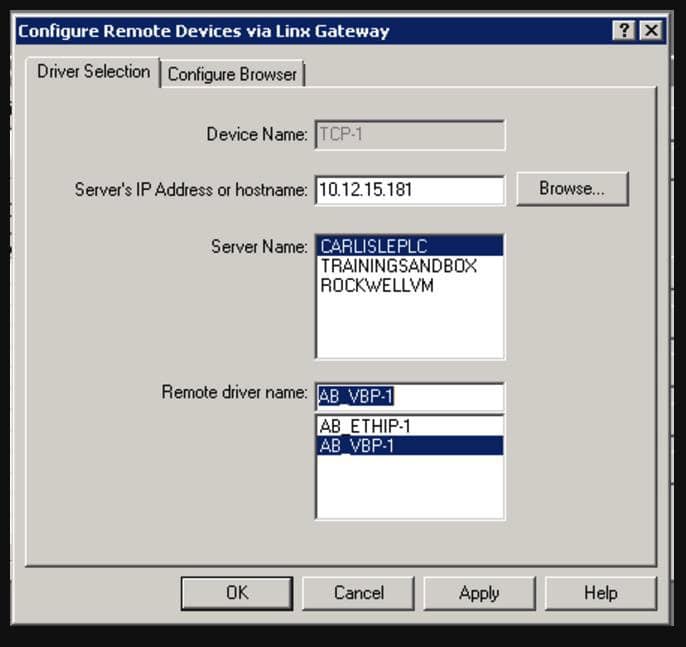
Figure 5. Remote Driver Name
If your controller appears with a question mark indicating an unrecognized device, make sure to update RSLinx.
Improving performance of a development environment when using Rockwell Studio 5000 Emulator and a separate computer for development.
When developing and testing a large system in a virtual environment, performance can be improved by running the emulator on a separate VM from the programming software.
Performance improvement is sometimes complicated by a lack of Ethernet support in the emulator environment when configured in RSLinx as a virtual bus. In this case, we needed to use RSLinx on the same virtual machine (VM) that hosted a WonderWare application server and its OPC client. This would also apply to using RSLinx on a separate computer to bring various hardware related industrial protocols that could be used in a virtualized environment into RSLinx, but that had no access to that hardware. For example, DH+ using PCMK cards. This is accomplished by using RSLinx configured as a gateway between two PCs / VMs.
In this case, we used:
• Rockwell Studio 5000 Emulator (on PC1)
• RSLinx Classic Gateway 3.70.00 (on PC1 and PC2)
• RSLogix 5000 – (on PC2)
Other software supported was:
• WW System Platform OPC (on PC2)
Solution:
Use RSLinx as a Gateway between two computers to avoid developing on the computer running the PLC emulator. It is critical to update RSLinx to a current version due to EDS file incompatibilities between the emulators and RSLinx.
From the RSLinx Classic Gateway menus choose: Communications/Configure Gateway as in Figure 1, below.
Figure 1:RSLinx Classic Gateway Menu
Restart RSLinx after configuring it to act as a gateway (don’t just close it), as in Figure 2.
Figure 2. Enable Gateway
You should have already installed the Virtual Backplane adapter for the emulator, as represented in Figure 3. If not, look at the help in the emulator for configuring RSLinx.
Figure 3. Virtual Backplane Adapter
The second PC should display a screen similar to the following:
Figure 4.2nd PC Display
You should be able to browse for the first PC and see it by computer name. The configured driver should appear in the remote driver name, as in Figure 5.
Figure 5. Remote Driver Name
If your controller appears with a question mark indicating an unrecognized device, make sure to update RSLinx.
BOOTP Help
Full Info
Issue:
Turning off the Windows Firewall under Symantec Endpoint Protection.
Sometimes, various network tools (I’m looking at you, BootP) do not work well with the Firewall on your PC, so you need to temporarily disable it.
When using Symantec Endpoint Protection, it manages the Windows Firewall (See Figure 1). This means you can’t turn the firewall on/off via Windows. Disabling Symantec does not allow you to turn the firewall off, and, unfortunately, there is no way to see this.
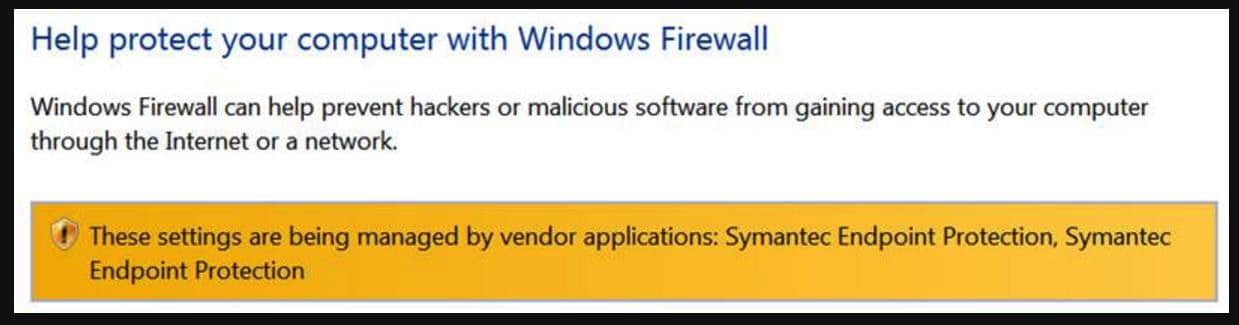
Figure 1. Symantec Screen for Windows Firewall
Resolution:
Boot the computer in Safe Mode; this does disable Symantec and allows you to turn off the firewall via the Windows Control Panel.
Restart the computer normally and the Rockwell BootP utility will work properly. Restart again to turn the Firewall back on, as Symantec prevents you from doing it via Windows.
Turning off the Windows Firewall under Symantec Endpoint Protection.
Sometimes, various network tools (I’m looking at you, BootP) do not work well with the Firewall on your PC, so you need to temporarily disable it.
When using Symantec Endpoint Protection, it manages the Windows Firewall (See Figure 1). This means you can’t turn the firewall on/off via Windows. Disabling Symantec does not allow you to turn the firewall off, and, unfortunately, there is no way to see this.
Figure 1. Symantec Screen for Windows Firewall
Resolution:
Boot the computer in Safe Mode; this does disable Symantec and allows you to turn off the firewall via the Windows Control Panel.
Restart the computer normally and the Rockwell BootP utility will work properly. Restart again to turn the Firewall back on, as Symantec prevents you from doing it via Windows.
Allen Bradley PowerFlex DC drive speed reference feedback scaling
Allen-Bradley Ethernet Module Loading
Making RSLogix5000 behave
SQL Syntax Help
Full Info
Issue: Remembering SQL Syntax
It is sometimes difficult to remember the complex syntax of SQL statements.
Solution:
Use the Template Explorer feature in SQL Server Management Studio.
To access the tool, go to the View menu and choose Template Explorer
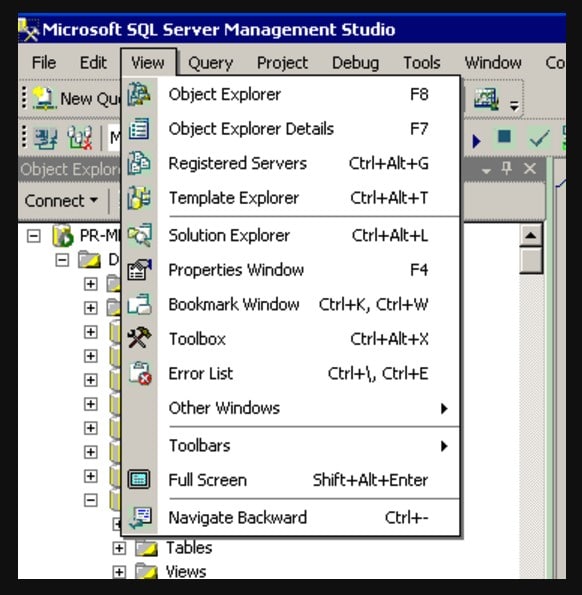
Figure 1. Template Explorer Window
This opens up a window with categories for everything that can be created or modified in a SQL Server environment.
Make sure to expand the “Earlier versions” tree, as it includes most of the tool’s basic features.
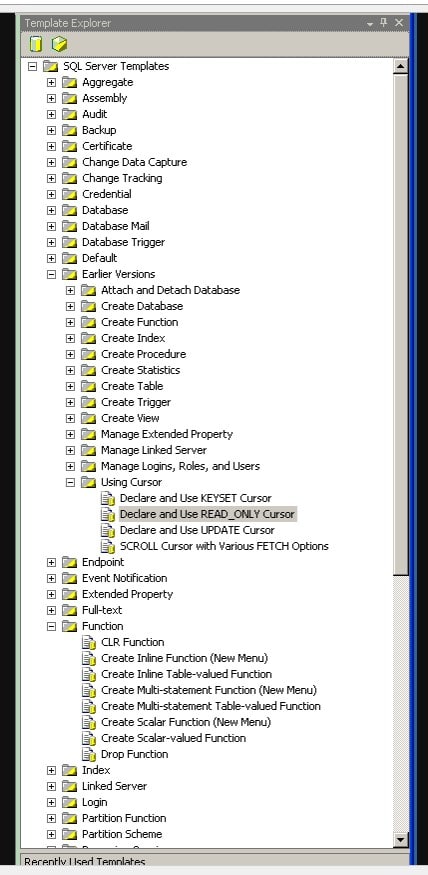
Figure 2. Template Explorer with “Earlier Versions” Tree opened
Drag and drop what you want into your query window. Be aware, however, that the text contains placeholders. For example, see the Template Explorer generated “DECLARE (cursor_name, sysname, test_cursor) statement. To correct this, see below:
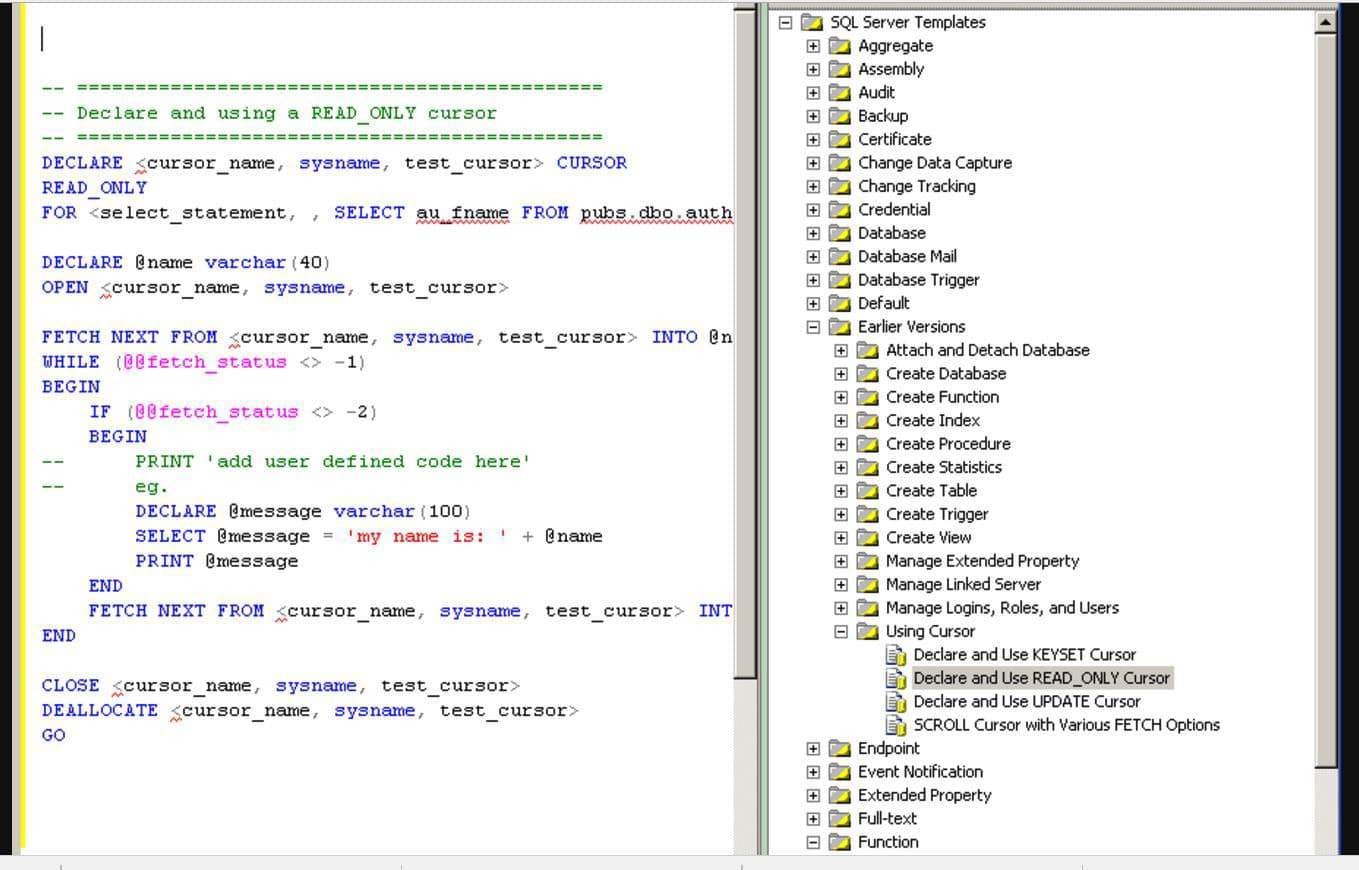
Figure 3. Copied text, uncorrected
To replace the placeholder text, press Ctrl+Shift+M, which will prompt you to replace the placeholder text with your entries. See Figure 4.
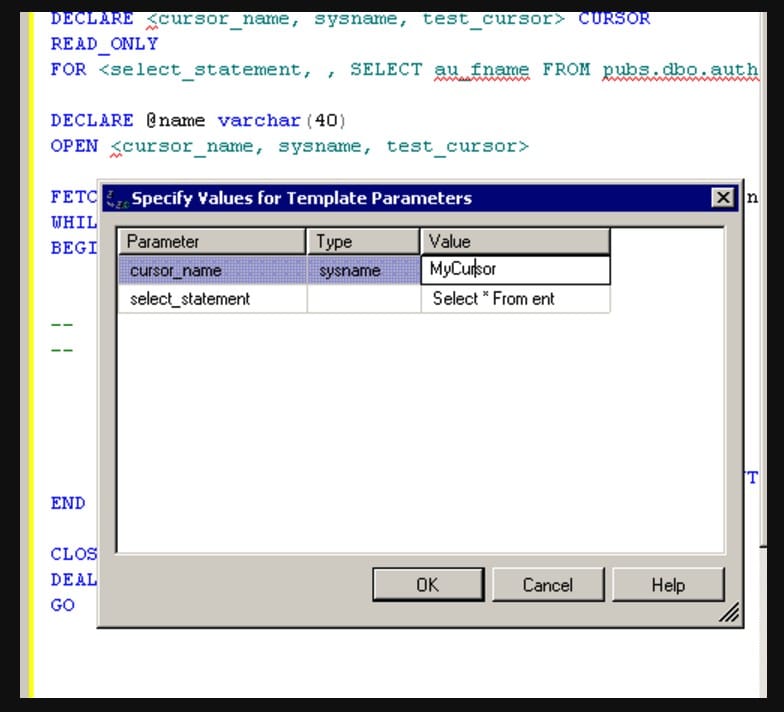
Figure 4. Replacing Template text
The net result will appear similar to Figure 5:
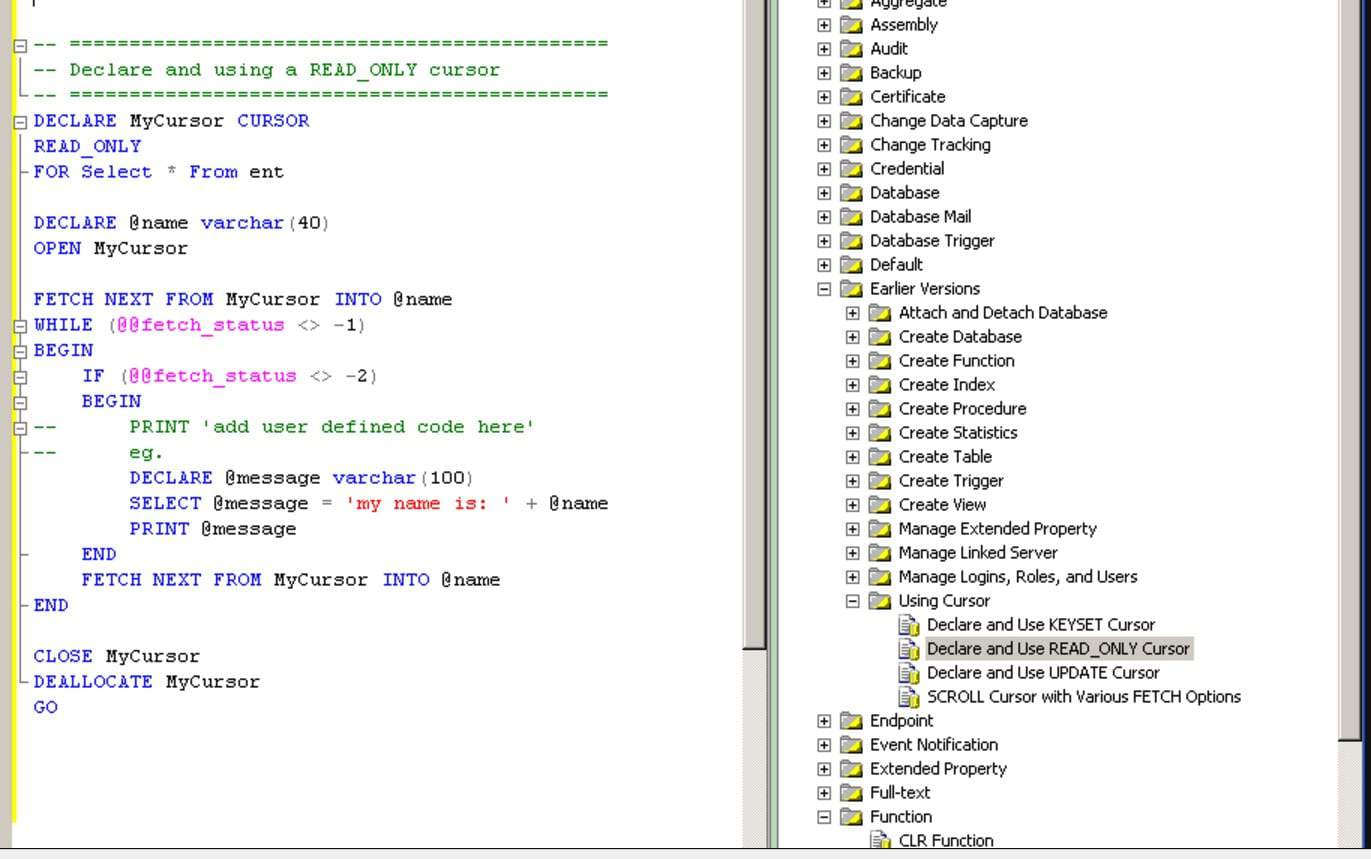
Figure 5. Placeholders removed with valid statements
Note: that the default entries from Figure 3 have been replaced with the values entered in Figure 4.
It is sometimes difficult to remember the complex syntax of SQL statements.
Solution:
Use the Template Explorer feature in SQL Server Management Studio.
To access the tool, go to the View menu and choose Template Explorer
Figure 1. Template Explorer Window
This opens up a window with categories for everything that can be created or modified in a SQL Server environment.
Make sure to expand the “Earlier versions” tree, as it includes most of the tool’s basic features.
Figure 2. Template Explorer with “Earlier Versions” Tree opened
Drag and drop what you want into your query window. Be aware, however, that the text contains placeholders. For example, see the Template Explorer generated “DECLARE (cursor_name, sysname, test_cursor) statement. To correct this, see below:
Figure 3. Copied text, uncorrected
To replace the placeholder text, press Ctrl+Shift+M, which will prompt you to replace the placeholder text with your entries. See Figure 4.
Figure 4. Replacing Template text
The net result will appear similar to Figure 5:
Figure 5. Placeholders removed with valid statements
Note: that the default entries from Figure 3 have been replaced with the values entered in Figure 4.
PID Tuning for ControlLogix Conversions
Full Info
Issue:
Is it necessary to retune all PID loops after a PLC conversion from PLC5 to ControlLogix?
Solution:
Provided that the PLC5 loops are triggered from a timer DN bit with a preset equal to the Loop Update Time, the loops do not need to be re-tuned.
If the loops are called unconditionally, then the difference in scan time from the PLC5 to the ControlLogix will necessitate re-tuning of the loops. For example, if the CLX scan time is 4x faster than the PLC5, and the PID loop is not triggered from a timer, then the KI and KD must be adjusted (slowed) by a factor of four in order to provide the same response observed in the PLC5. KP remains unchanged.
In either case, there is one required change in order to make the loop operate correctly:
The Output (CV) range of the CLX loop defaults to a range of 0 – 100, which is not consistent with the PLC5 range of 0 – 4095. Therefore, the CV range must be changed to 0 – 4095 (see Figure 1).
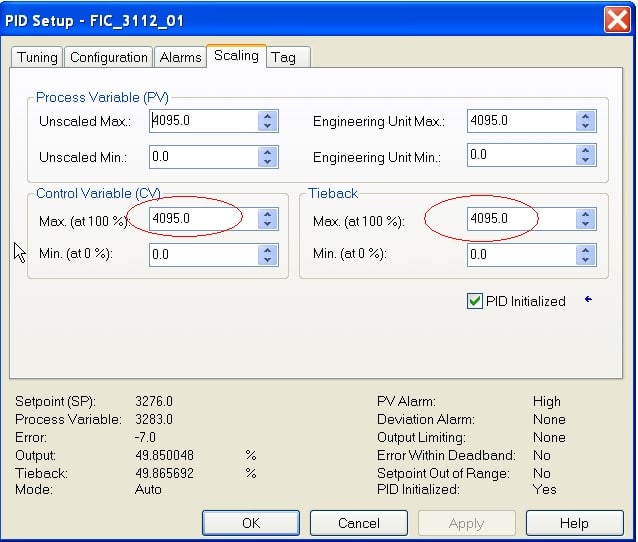
Figure 1. PID Setup
This process was verified by testing with a PLC5 program converted to ControlLogix. The code was run in physical PLCs in order to eliminate timing issues introduced by Emulation software. Simulation code was added in order to provide PV response to the loop’s output modulation. The testers compared response of a flow control loop to a setpoint change from 300gpm to 400gpm.
As seen in figures 2 and 3, the response of the loop to a setpoint change from 300gpm to 400gpm is the same in both PLC5 and ControlLogix, with a rapidly decaying overshoot and a return to stability after approximately 2 minutes.
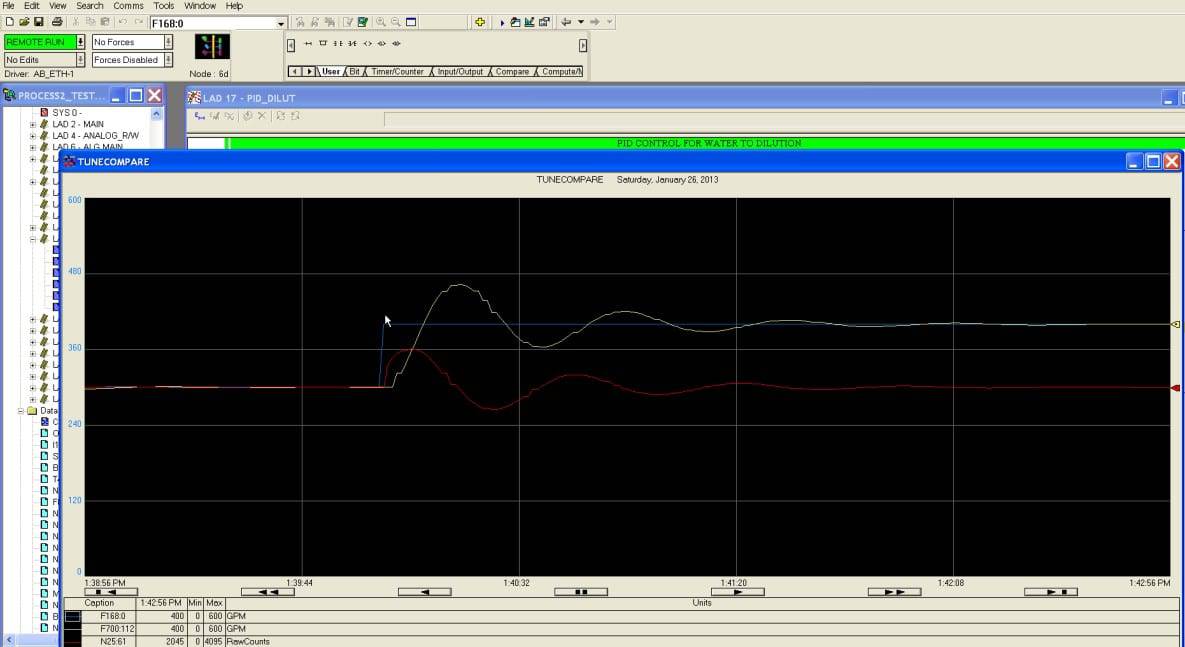
Figure 2. Tune Compare 1
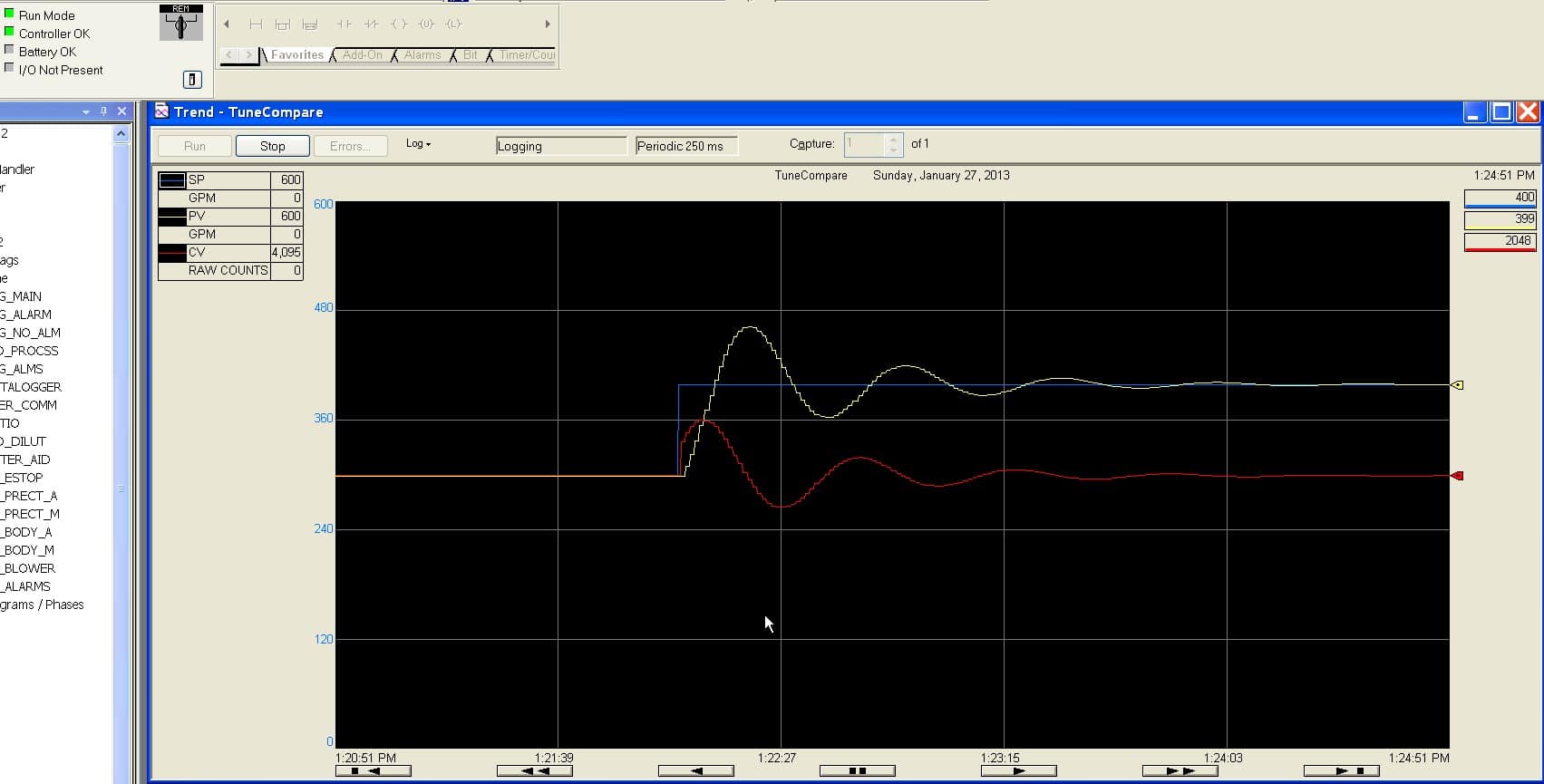
Figure 3. Tune Compare 2
Provided that the PLC5 loop is programmed using the triggering timer and associated Loop Update time as shown in Figure 4, no re-tuning is needed. The only edits needed are as shown in the ‘required changes’ section above.
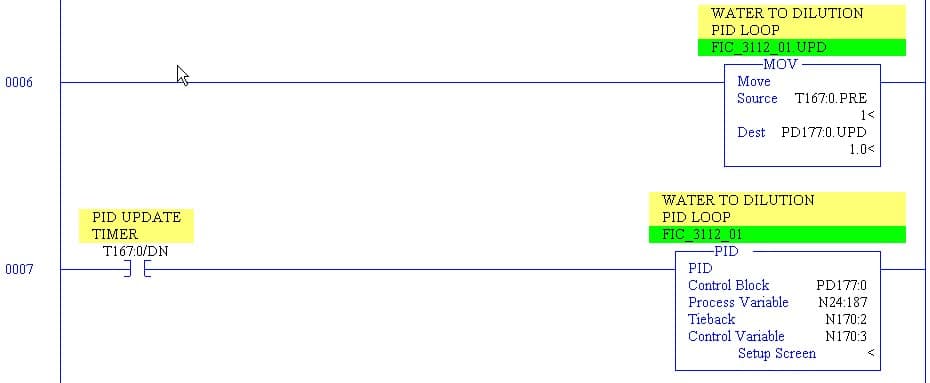
Figure 4. Loop Update Time
Is it necessary to retune all PID loops after a PLC conversion from PLC5 to ControlLogix?
Solution:
Provided that the PLC5 loops are triggered from a timer DN bit with a preset equal to the Loop Update Time, the loops do not need to be re-tuned.
If the loops are called unconditionally, then the difference in scan time from the PLC5 to the ControlLogix will necessitate re-tuning of the loops. For example, if the CLX scan time is 4x faster than the PLC5, and the PID loop is not triggered from a timer, then the KI and KD must be adjusted (slowed) by a factor of four in order to provide the same response observed in the PLC5. KP remains unchanged.
In either case, there is one required change in order to make the loop operate correctly:
The Output (CV) range of the CLX loop defaults to a range of 0 – 100, which is not consistent with the PLC5 range of 0 – 4095. Therefore, the CV range must be changed to 0 – 4095 (see Figure 1).
Figure 1. PID Setup
This process was verified by testing with a PLC5 program converted to ControlLogix. The code was run in physical PLCs in order to eliminate timing issues introduced by Emulation software. Simulation code was added in order to provide PV response to the loop’s output modulation. The testers compared response of a flow control loop to a setpoint change from 300gpm to 400gpm.
As seen in figures 2 and 3, the response of the loop to a setpoint change from 300gpm to 400gpm is the same in both PLC5 and ControlLogix, with a rapidly decaying overshoot and a return to stability after approximately 2 minutes.
Figure 2. Tune Compare 1
Figure 3. Tune Compare 2
Provided that the PLC5 loop is programmed using the triggering timer and associated Loop Update time as shown in Figure 4, no re-tuning is needed. The only edits needed are as shown in the ‘required changes’ section above.
Figure 4. Loop Update Time